CW(連続発振)の工法は、YAGよりもビーム品質の優れたファイバーレーザーやディスクレーザーが多いのが現状です。スポット溶接の分野では、ピークパワーを得られるYAGレーザー溶接機が、『加工特性』や『費用対効果』で、まだまだ重宝されています。
弊社ではパルススポット溶接をランプ励起YAGレーザー溶接機で、パルスシーム溶接は両方の効果を見ながら選定します。CW(連続発振)シーム溶接はファイバーレーザーで提案させて頂きます。
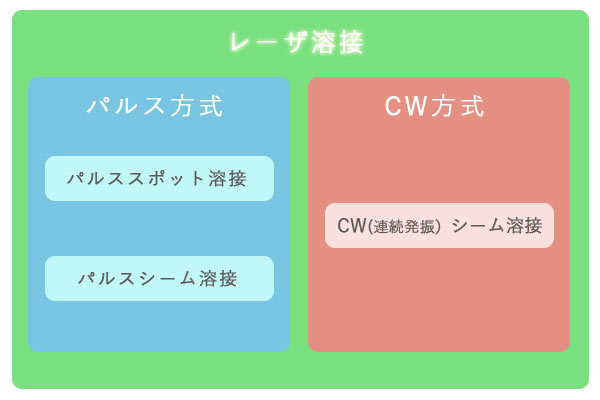
レーザー溶接の場合、主に3つの溶接方式があります。
パルススポット溶接
高ピークパワーを得られるので、熱影響の少ない加工が得意。通常5kWのピークパワーを必要とする加工の場合、CW機であれば5KW機が必要になります。スポット溶接時は1点当たりのピークパワーが5KWでもレーザー装置の容量は25W(UJ-025A)機から選定が可能であり、金属の非接触スポット溶接需要に対して高いコストパフォーマンスを得られます。
パルスシーム溶接
高ピークパワーを生かし、高反射材料の加工に優位なパルスの連続発振方式になります。現時点ではファイバーレーザーとの加工特性に違いがある点が多く、コストパフォーマンスを視野に入れながら板金溶接用途や金型補修用途で使用される分野が多々あります。
CW(連続発振)シーム溶接
一定のピークエネルギーを連続照射するイメージで、連続発振による切れ目の無い美しい加工が可能。電子部品(センサ類、リチウムイオン電池等)の封止溶接等に多く利用されています。
実際のシーム溶接時には熱歪みを抑えるために変調照射する事があります。近年は輝度やビーム品質に優れたファイバーレーザーやディスクレーザーに優位性があると考えます。
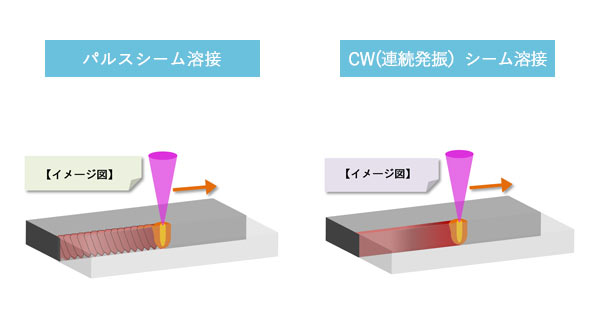
パルスとCW方式の違い
CW方式のシーム溶接では出力や焦点のパワー密度、速度等で条件だしを行いますが、パルスシーム溶接では、その他にパルスのラップ率が重要となります。
- 繰返し数 PPS〔パルス/秒〕= 加工距離〔mm/sec〕÷(スポット径〔mm〕 ×(1 - ラップ率))
生産タクトに応じてレーザー装置の選定に必要な出力(W)が決定します。
- 1SHOTのエネルギ値 J/P(ジュール/パルス)✕繰返し数 PPS(パルス/秒)=W(平均出力値)
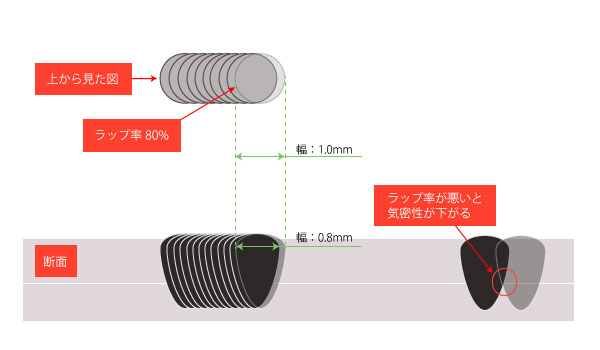
YAGパルスシーム溶接でのラップ率とは?
気密重視で溶接を行う場合、ラップ率は80%以上は必要と考えます。また一般的にシーム溶接では、60%~80%のラップ率で溶接する事が多い傾向にあります。
条件だしは、ナゲット径や強度、ワークに対しての気密性や許容入熱量等を考慮して決定します。
ラップ率が高いほどCW(連続照射)に近くなり、熱影響も発生する事からパルスシーム溶接のメリットが減少します。
また、カタログ仕様は各社様々であり各最大値を表示する例が多いですが、各機種によって許容範囲があるため、加工パラメータの選定は実際の検証を行う事をお勧めしています。