
当社製品のハンド式ファイバーレーザー溶接機【UW-SHシリーズ】を用いて、アルミ(A5052)に対してどの程度の溶込み許容範囲があるのか検証しました。
当社製品をご検討頂いているお客様はご参考にして頂ければと思います。
使用機種及びその他仕様
| 使用機種 | ハンド式ファイバーレーザー溶接機【UW-SH1500C(1500W)】 |
|---|---|
| アシストガス | 窒素:20ℓ/min |
| 出射角度 | 20° |
検証ワークについて
| 検証ワーク | アルミ(A5052) 30mm×50mm t10mm |
|---|
アルミ(A5052)出力別溶込みデータ
スキャン条件:LINE1.5mm 150Hz
| No. | 1 | 2 | 3 |
|---|---|---|---|
| 出力(W) | 500 | 1000 | 1500 |
| 速度(mm/sec) | 5 | ||
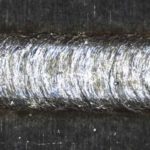
| 表面拡大画像 |  |
 |
 |
| 溶込み拡大画像 |  |
 |
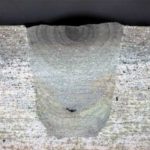 |
| ビード幅(mm) | 2.10 | 2.58 | 3.24 |
| 溶込み深さ(mm) | 1.06 | 2.43 | 3.66 |
| No. | 4 | 5 | 6 |
| 出力(W) | 500 | 1000 | 1500 |
| 速度(mm/sec) | 10 | ||
| 表面拡大画像 |  |
 |
 |
| 溶込み拡大画像 |  |
 |
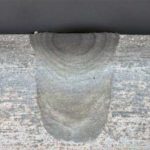 |
| ビード幅(mm) | 2.06 | 2.44 | 2.99 |
| 溶込み深さ(mm) | 1.04 | 2.32 | 3.53 |
アルミ(A5052)溶込み許容範囲検証結果まとめ
上記結果から、5mm/sec時で3.66mmの溶込みを得れる事がわかりました。今回の検証では、t10mmの板材にビードオンをした結果となっており、突合せ溶接ではより深い溶込みが得られると考えます。