
レーザーは組電池の製造に必要なバスバーの溶接にも採用されています。本ページでは、レーザー溶接を行った場合のメリットとデメリット、またワークの組み合わせや溶接する上で重要なワークの管理方法などをご紹介します。
レーザー溶接によるメリット
高速溶接が可能
抵抗溶接、超音波溶接と比較し溶接速度が速い。
非接触加工
抵抗溶接で使用する電極などの消耗品がない。
ワークに与える影響が少ない
ワークに対する振動や電気的影響を与えない。
レーザー溶接によるデメリット
イニシャルコストが高い
UW製品はコストと実績でご提案
隙間矯正する必要あり
隙間矯正する冶具は必須となります
弊社では、中国電池市場のレーザー溶接設備No.1の実績がございます。電池溶接に関しての今まで培ってきた知識と低コストファイバーレーザ溶接設備をご提案させて頂きます。
納入実績メーカ

中国電池企業70%のレーザ溶接設備製造!
スケールメリットを生かしてレーザ溶接ノウハウと設備を提案!
レーザー溶接と材料について

レーザ溶接を容易にするワークの材質と質量に付いて
- 質量(板厚)
- 上側/薄い材料 下側/厚い材料
重ね溶接の場合、上板は最初にレーザ光が当たります。厚いより薄い方が低パワーで溶接が可能となるためスパッタ等の発生を低減できます。 - 材質
- 異種材料と比較し、同材料の方が溶接がしやすくなります。
- 異種金属
- アルミ材が上側/銅材が下側
- 基本的にアルミと銅は合金化しません
- アルミの方が若干レーザの吸収性が良い
- 銅側からのレーザ照射は難易度が高い
- 銅材にNiメッキは有効
レーザー溶接ポイント1
重ね溶接
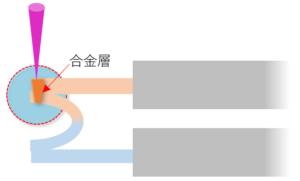
【重ね溶接メリット】
1.溶接強度が強い
2.一般的に多い工法
【重ね溶接デメリット】
1.ワークの密着度が重要
2.外観から溶接確認が困難
拝み溶接
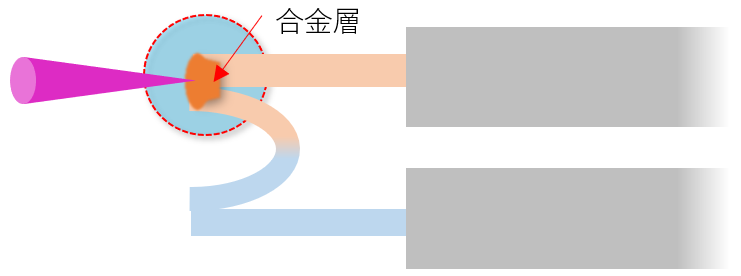
【拝み溶接メリット】
1.重ね溶接より溶接が容易
2.ある程度の目視確認が可能
【拝み溶接デメリット】
1.剥がす方向によって強度が弱い
2.導通面積は重ねより劣る可能性有
3.重ね溶接よりレーザ出力が必要
レーザー溶接ポイント2
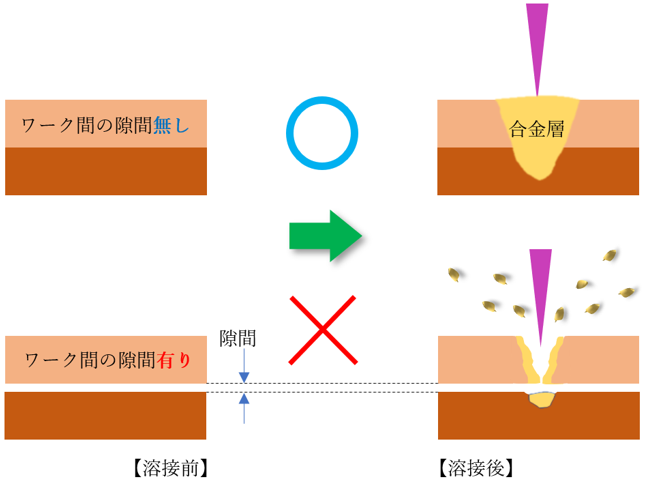
ワーク間の隙間管理について
1.実験レベルでは0.25mm程度の隙間は溶接が可能である
ワーク厚みにより0.25mm程度の隙間で溶接出来ない場合がございます
2.平均的に異種金属材を含めると隙間は0.1mm程度の管理が必要である
下図は重ね合わせたサンプルの断面図イメージ
管理方法について
- ワークの汚れ
- ・脱脂等の有無は、溶接強度に影響が少ない事例が多い
・異物等の付着リスクに注意が必要 - 抵抗値管理
- ・正、負極側共に0.03mmΩ程度の実力値を持ち、0.1mmΩ以下程度で管理が必要な事例が多い
- その他の管理
- ・隙間だけで無く、焦点位置、照射位置等の要素を検証し、量産時の安定性を確保することが重要!
バスバーレーザー溶接まとめ
治具や光学系の仕様で80%溶接安定性が決まる。またレーザー溶接に必要な材質(メッキ)や工法が量産時の安定度を確保する。