精密スポット溶接の分野では、溶接箇所となる合金層(ナゲット)がφ1mm程度以下となり、また溶接工法も多数存在します。
UW JAPAN株式会社の提案する低価格YAGレーザー溶接機UJシリーズ、反射光抑制技術搭載ファイバーレーザー溶接機UWーSシリーズは、他の工法と比較した場合でも導入効果を実感して頂ける商品になっております。
YAGレーザーとは
YAGレーザーとは、(Y)イットリウム・(A)アルミニウム・(G)ガーネットで構成する結晶(+α)を励起することにより得られるレーザー光になります。YAGとはこの3種の頭文字とったものになります。またこのYAGレーザーの主な特徴は4点あります。
YAGレーザーの主な特徴
1. ワークに非接触で加工ができる
抵抗溶接や超音波接合等と比較して電極による加圧が不要になります。YAGレーザー光の波長は1,064nmの近赤外光であり人間の目には見えませんが集光すると金属加工ができるほどエネルギー密度が高くなります。光なのでワークとの物理的な接触は無く、イメージとしては太陽光を虫眼鏡で集光して黒紙を焼く現象に似ています。
2. 短時間で加工が可能
抵抗溶接やアーク溶接と比較し、短時間での加工が可能なので、熱による歪みや表面の酸化が少ない微細な加工が可能です。特殊光学系を用いて80μm以下程度の微細な金属の接合や異種金属や非導電性材料の加工が可能です。
3. 自動化が容易
CO2レーザーとは異なり、レーザー本体から光ファイバーでレーザー光を伝送し、離れた場所での加工が可能なので自動化も容易になります。1台のレーザー溶接機で同時に多点を溶接する事や、時間差で複数台の自動機に対応する事も可能です。また自動化で懸念されている電極のメンテナンスが不要。(抵抗溶接やアーク溶接では電極の管理が必要)
4. 溶接の品質に影響する電極等の管理が不要
抵抗溶接やアーク溶接では電極の管理が必須となります。管理を怠ると、溶接品質にバラつきが発生します。また電極は消耗品でありメンテナンスコストもかかりますが、YAGレーザーでは電極等は使用しないので管理が不要です。
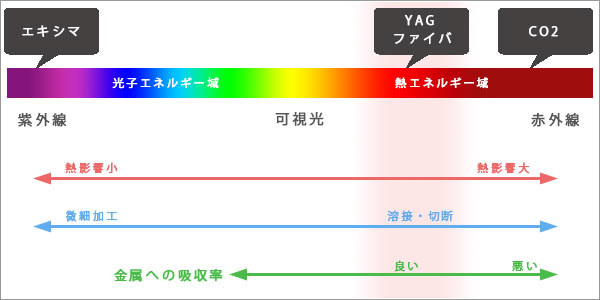
YAGレーザーの波長と加工性及びその他レーザーの波長領域
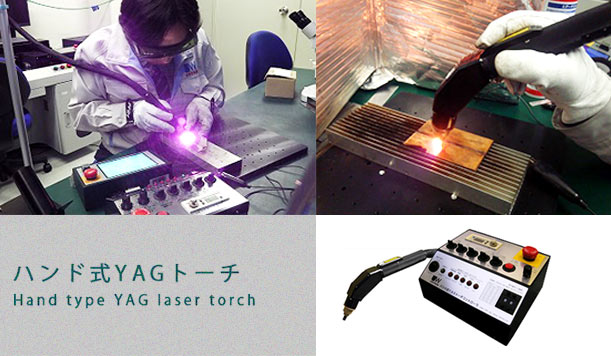
光ファイバー伝送の為、取り回しが容易にできる
レーザー発信器本体から加工ヘッド(出射ユニット)まで光ファイバーを使用するので、非常に取り回しが容易です。取り回しがしやすい事で、FA化(工場などの生産設備で自動化を図るシステムのこと)がしやすく、自由に加工ヘッドが動かせるので様々なアプリケーションに対応できます。
下記は弊社のYAGレーザー溶接機(UJシリーズ)とハンド式YAGトーチを使用して溶接を行っている例です。