レーザーの波長によって、拡がり角は異なります。一般的にレーザーの拡がりは少ない方が良いと言われています。ではどのような点で優れているのでしょうか。
レーザーの波長は短い程、集光性に優れています。しかし溶接に用いられる高出力青色レーザーは拡がりが大きく、青色なのに集光できないのと疑問に思われる方は大勢いらっしゃると思います。
まず最初に、拡がりと集光性は別の意味を示します。
レーザーの集光性とは
集光性=エネルギー集光度に優れている
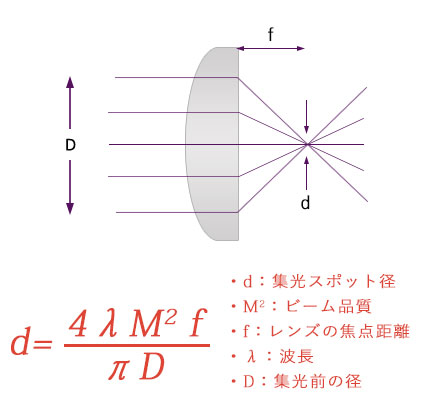
下図はスポット径を求める計算式となりますが、λ(波長)によってスポット径を小さく絞る事ができます。
レーザーの拡がりとは
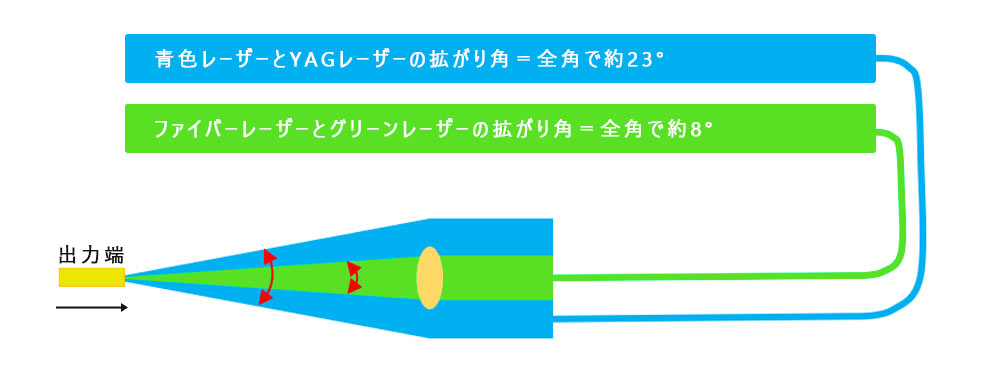
レーザー光を出射した時にどのくらいの拡がり角度をもって空間内に伝搬していくか示すものとなります。拡がり角はmrad(ミリラジアン)で表記されます。
高出力青色レーザーは光源から出射した段階ですでに拡がりが大きいのです。青色レーザーの波長は集光性に優れていますが、半導体発振の高出力青色レーザーは拡がりが大きくなってしまいます。
拡がりが大きい事での問題
レーザー光の拡がり角が大きい場合、それに見合った大きいレンズやミラーが必要となってきます。レーザー光を走査させる手段としてガルバノスキャナーを用いますが、ビームの拡がり角が大きいとガルバノスキャナーは使用できません。
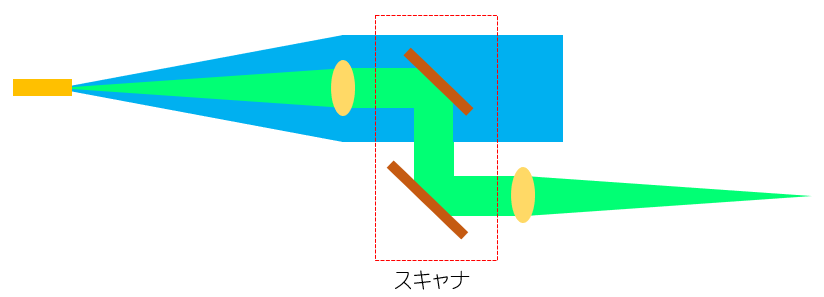
青色レーザーでガルバノスキャナーを無理に使える仕様にしても、WD(ワークディスタンス)が短くなってしまい、加工用途には不向きになってしまいます。また上記でご説明したとおり、拡がりが大きいとミラー等も大きくする必要がありスキャン速度能力も低下します。
下記、問題点をまとめたものになります
- WD(ワークディスタンス)が短くなる>保護ガラスが汚れやすくなり実用性がない
- ミラーが大きくなり、スキャン性能が低下する
上記課題によりUWでは青色レーザーとYAGレーザーのスキャナー開発は見送っておりますが、こちらもお客様のニーズに合わせて今後も検討課題として取り組んで行きます。
(YAGレーザーは固体レーザーなので拡がりを抑えるチューニング次第でスキャナーの使用は可能です)
拡がりと加工性能
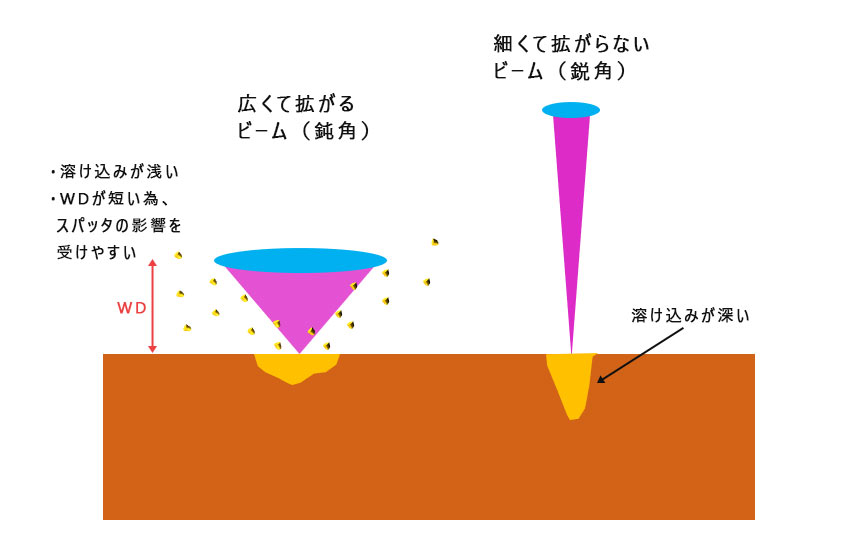
細く拡がらないビームの良い点はWDの長さです。加工時のヒュームやスパッタによる影響が少なくなります。また加工性にもメリットがあります。
下図の通り、細く拡がらないビーム(右側)の方がワークに対して熱浸透性が良い傾向にあります