
YAGレーザー・ファイバーレーザー溶接機をご検討される場合、まず最初にカタログ等で仕様を確認されると思いますが、カタログに記載されている仕様の他に、
その為、実際の加工サンプルを評価する必要があります。実験室で評価実験を行い、加工サンプルを確認しながら仕様を決めていくのが、一般的な機種選定方法になります。
レーザー溶接機は大は小をかねない場合がある
大きい出力のレーザー溶接機を持てば、微細溶接から連続シーム溶接など様々な溶接を網羅する事ができるというイメージを持ってしまいがちですが、実はそうではありません。
レーザー溶接の場合、各機種によって発振器内部の仕様等(YAGロッドの径など)が違うのでビーム特性が変わってきます。
例えば、10W機のYAGレーザー溶接機と25W機のYAGレーザー溶接機で、同エネルギーで加工を行うと、同じ結果にならない場合があります。これは発振器内部の仕様の違いなどにより、ビーム品質等が変わってくるためです。
加工するワークの詳細を知る
まずは加工したいワークの詳細を調べます。YAG,ファイバーレーザー光は、近赤外線域の波長となります。ステンレスや鉄は比較的レーザー光の吸収率が良く溶接しやすい材料となりますが、高反射材である銅では、YAGレーザーでは溶接が不安定になる傾向にあるため、ファイバーレーザーを選択します。
また機種選定を行う上で、ワークの形状や質量も重要な情報です。あくまで目安となりますが、対象ワークをステンレスとした場合、スポット溶接でワークの厚みが1mm以下のものであれば、UJ-075A(75W機)以下の機種、それ以上の厚みの物に関しては、UJ-175A(175W機)以上の機種を推奨しています。
加工方法(スポット溶接orシーム溶接)、目標溶接タクトによって機種選定を行う
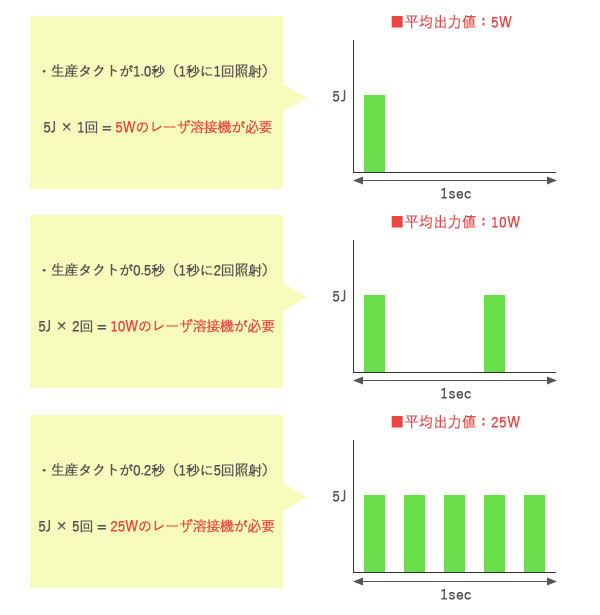
レーザー溶接では、1SHOTのエネルギ値をJ(ジュール)で表し、平均出力値をW(ワット)で表します。
- ピークパワー(kW)✕パルス幅(ms)=J/P(ジュール/パルス)
- 1SHOTのエネルギ値 J/P(ジュール/パルス)✕繰返し数 PPS(パルス/秒)=W(平均出力値)
【例】
25J/25Wのレーザー溶接機であれば、25Jを1秒間に1回。
1SHOTのエネルギが5Jであれば、1秒間に5J×5回=25W照射可能です。
※詳細は下記図を参照願います
1秒間に必要なJ数を計算する事でYAGレーザー溶接機の選定目安としています。
※メーカや機種の違いで、限界値での照射可能な範囲が異なります
微細溶接や高反射材料(銅やアルミ)、高融点材料(タングステン、モリブデン)などでは、加入熱により溶接異常が発生しやすく、ビーム特性以外にも治具や波形制御等の最適化で余分なスパッタ等を低減し溶接品質を向上させる例が多々あります。
ご希望の材質や質量によって異なる加工具合は弊社実験室で、比較確認して頂けます。
レーザー溶接機以外にも、光ファイバーの種類や径、出射結像比、レンズの種類等の周辺機器(特に治具は重要)も加工に大きく影響を与えるので、これらの選定結果によってレーザー溶接機の機種や分岐仕様を決定する事が可能になります。