レーザ加工を行うにあたり、レーザパワー測定は品質管理を行う上で必要となります。
下記参考例となります。
2,000W機の出力1,800Wを測定した場合
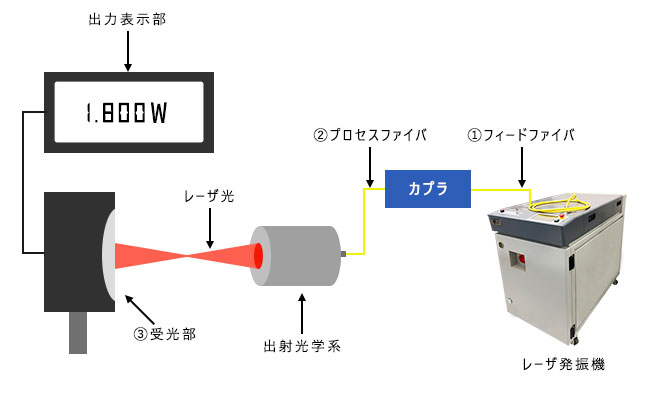
| 測定箇所 | ①フィードファイバ | ②プロセスファイバ | ③受光部 | |
|---|---|---|---|---|
| 測定時期 | 設定値(W) | 測定結果値(W) | ||
| 出荷時 | 1,800 | 1,800 | 1,750 | 1,720 |
| 納品時 | 1,800 | 1,800 | 1,750 | 1,720 |
| 6ヶ月後 | 1,800 | 1,790 | 1,740 | 1,710 |
| 12ヶ月後 | 1,800 | 1,800 | 1,750 | 1,720 |
上記のような記録を取ります。
例えば、量産中に溶接強度にバラツキが出る・溶接ビードが良品と違って細くなったなど、何らかの不具合が発生した場合、まず最初に出力の確認が必要となります。
パワー測定の目的
- 目的1
- 不具合時にどこが損傷しているか確認するため。
- 目的2
- メンテナンス時期の目安を把握
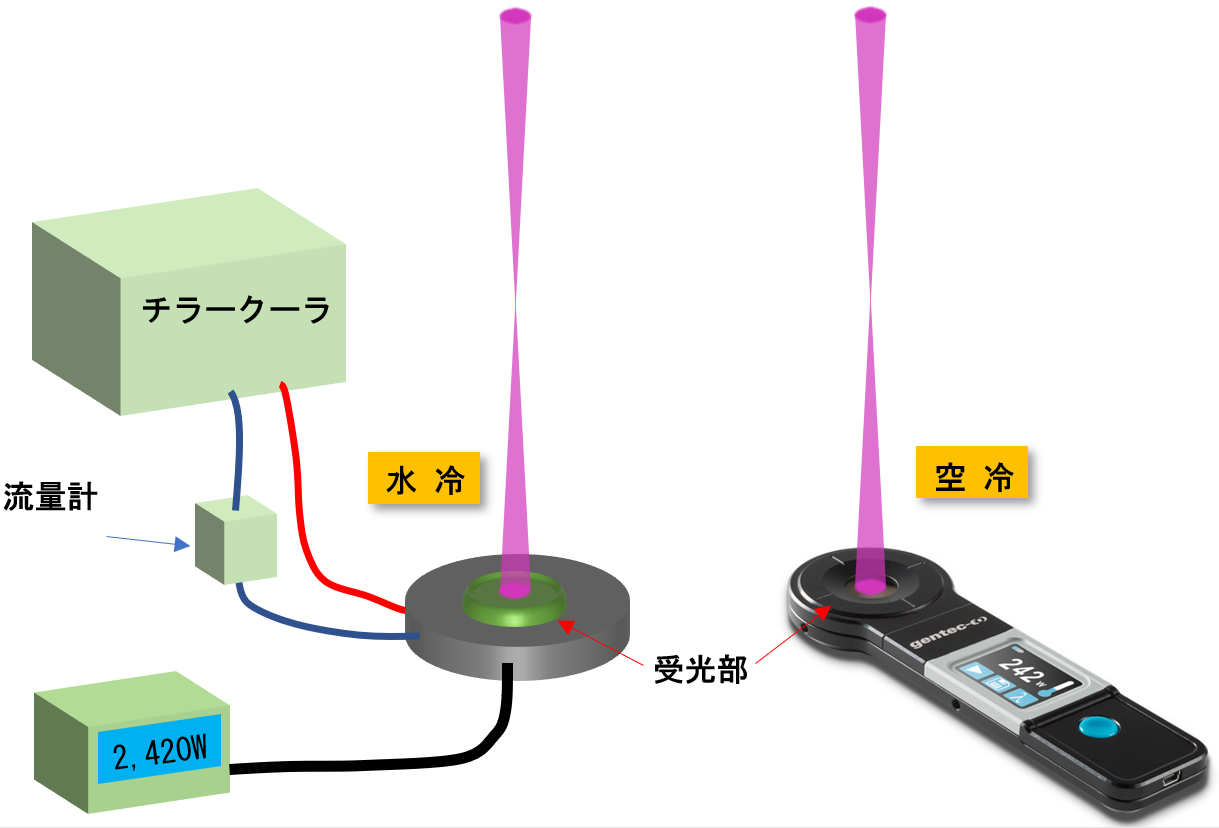
そこで使用するのが「パワーメータ」です。通常kW級のCWレーザのパワーを測定する場合、安定度測定に欠かすことの出来ない水冷パワーメータを使用するのが一般的です。しかし水冷パワーメータのセッティングとなると、用意に手間がかかり、時間を要します。
そこで、参考値程度の出力確認で良ければ簡易的に確認する方法をご紹介します。
測定時の問題点
- 段取りに時間を要する。(水温や流量管理、固定位置、安全確認など)
- 水冷測定機:測定時間が長い。(安定するまで2分程度時間を要する)
- 空冷測定機:再測定時、ヘッドが冷えるまでの時間が長い。
上記に示した問題点により、不具合が発生した時にすぐに測定が行えない。
CWレーザの出力測定は、パルス測定で管理
高出力の測定は、熱の処理に時間を要します。しかしパルス測定で管理する事で、熱処理時間を大幅に解消する事が出来ます。
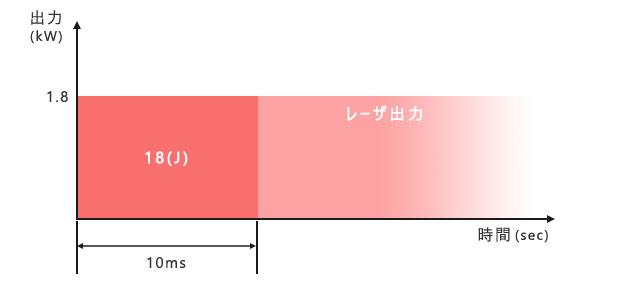
パルスで10msの出力測定を行い、エネルギー値(J)で出力を確認する
測定可能な事
- どの箇所でパワーが減衰しているか、または損傷しているか把握出来る。
- 加工点で通常の出力が得られているか確認出来る。
測定出来ない事
- 出力安定度
- 出力測定(W)
空冷式:不具合発生時、加工点の出力を手軽に見る=J測定
水冷式:出力安定度や実測データが必要な場合=W測定
ハンドヘルドタイプレーザパワーメータを推奨
特徴1
お手軽にレーザ出力の測定ができる。
特徴2
空冷式 CW250W / 最大150(J)まで測定可能。
特徴3
短時間(5秒)でCW出力測定が可能。
小型/軽量210gで持ち運びに便利です。また低価格、約20万円で購入できるパワーメータとなっております。