
スイング方式とワブリング方式の違いについて
ファイバーレーザーの特徴の一つとして、ビーム品質が高く集光性に優れていることから、深い溶け込み溶接が可能という点があげられます。またIR波長領域では高反射材であるアルミなどの溶接も容易となります。
しかし手に持って走査させるハンド式レーザー溶接で考えた場合、集光性に優れている事でビームスポット径が小さくなるため、位置の精度出しが難しく、ワーク間ギャップなどの調整も困難となります。
この問題を解決するため、加工ヘッド側でレーザスキャニングさせ、加工幅を調整する手法が採用されております。
スキャニング方法は大きく分けて下記の2通りとなります。
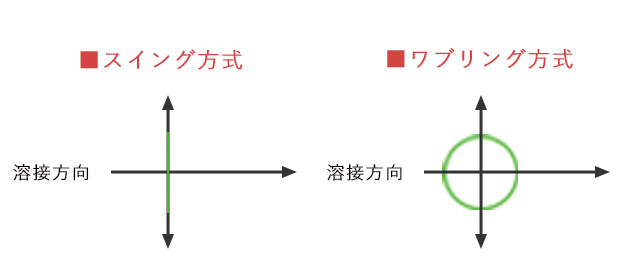
当社のファイバーハンドレーザー溶接機では、スイング式を採用しております。このスイング機能を用いる事で下記のようなメリットがあります。
- 溶接幅の調整が可能。
- 溶け込み形状を調整出来る。
- 作業性の向上
- ワーク間ギャップ(隙間)にも対応
スイング方式の優位性
当社がスイング方式を採用した理由は、幅広い加工用途に対応できる点となります。
以下は、弊社にて検証したアルミ材へのビードオン結果となります。
- 材料:Al1050 t2.0mm
- 出力:900W
- テーブル速度:5mm/sec
- スイング/ワブリング周波数:50Hz
- スイング/ワブリング幅:1.5mm
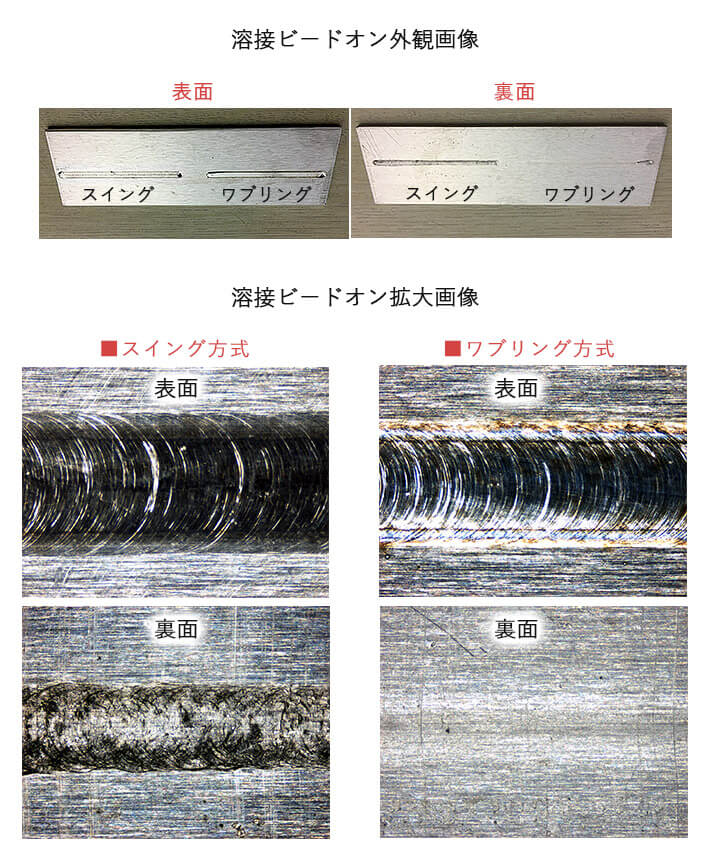
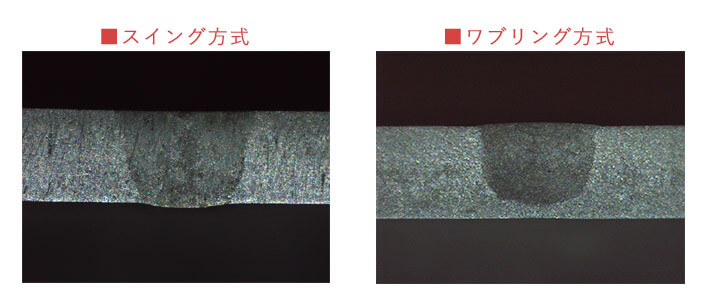
スキャニング形状以外は全て同条件で設定した場合、スイング方式のみ裏面貫通となり、深い溶け込み溶接が可能。。
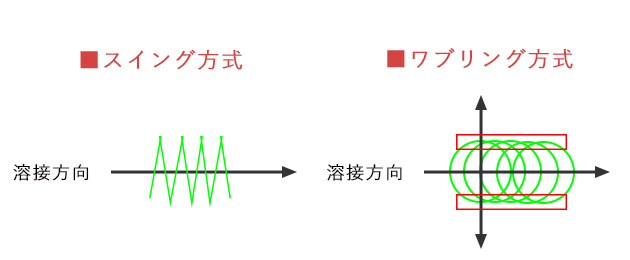
スイング/ワブリング幅:1.5mmで、周波数を同等にした場合、1Hzの走査距離に差異が生じます。
- スイング方式 幅1.5mm 1Hzの走査距離:3mm
- ワブリング方式 幅:1.5mm 1Hzの走査距離:4.71mm
スイング方式の方が走査距離が短くなるため、熱効率が良く深い溶け込みが得られたと考えます。また下記図を見ると、ワブリング方式は端にレーザーがラップ(数赤枠箇所)するため、突合せ溶接で考えた場合、材料によっては深い溶け込みを得たい界面より端が深い溶け込みになる傾向にあります。
溶け込み深さ比較
スイング方式とワブリング方式まとめ
結果として、手で行うハンド式レーザー溶接機の場合、走査速度等が一定でないため、熱効率の良いスイング方式の方が扱いやすいと考えます。