


実験室完備(ラボールーム)
デモ機を操作し、サンプル加工を体感して頂けます。
サンプル加工を目的にした実験室を準備してお客様のご来社をお待ちしております。
実験は無償で対応させて頂きますのでお気軽にお問い合わせ下さい。
サンプル加工を目的にした実験室を準備してお客様のご来社をお待ちしております。
実験は無償で対応させて頂きますのでお気軽にお問い合わせ下さい。

越谷BASE実験設備
搬送と連動したオンザフライ高精度レーザ溶接の実機テストが可能です。エンジニアと仕様や条件を確認しながら、最適な構成をご検討いただけます。あわせて、お客様のワークによる基礎試験を行い、設備構想設計の方向性をご提案いたします。
製品紹介
青色ハイブリッドレーザ
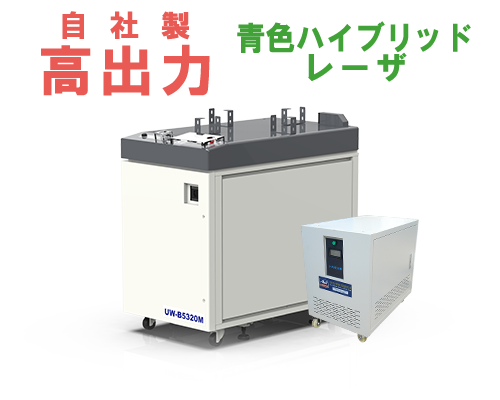
革新的な溶接技術で
未来の製造を支える
未来の製造を支える
従来の赤外レーザでは困難だった銅や金などの高反射材溶接に、圧倒的な吸収率と加工安定性をもたらす「青色ハイブリッドレーザ」。青色2000W+赤外3000Wの同軸照射により、初期吸収の安定性・深い溶け込み・スパッタ抑制を同時に実現。さらに、自社製レーザ発振器による優れたコストパフォーマンスも両立。バッテリー・パワーデバイス・銅配線など、あらゆる接合ニーズに応えます。
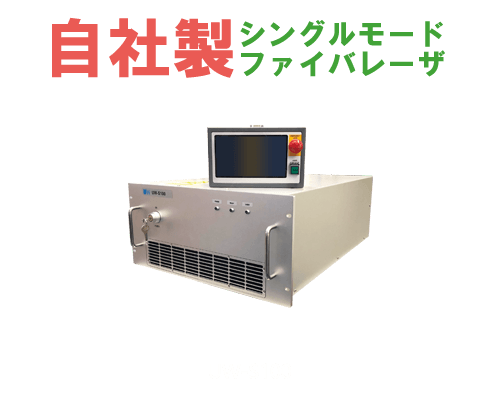
高出力シングルモードファイバーレーザ

高品質、高出力
シングルモードレーザ
シングルモードレーザ
ビーム品質の高いシングルモードファイバーレーザーを使用する事で、今までにない深い溶込み溶接を実現。微細なスポット径に対して高出力パワーを設定する事でパワー密度が上がり、IR(基本波)波長に対して、吸収率が悪い高反射材料(アルミ、銅など)の溶接にも有効です。国内製発振器ではなく、自社製の発振器を搭載する事で優れたコストパフォーマンスを実現しました。
チラー一体型で省スペース化を実現
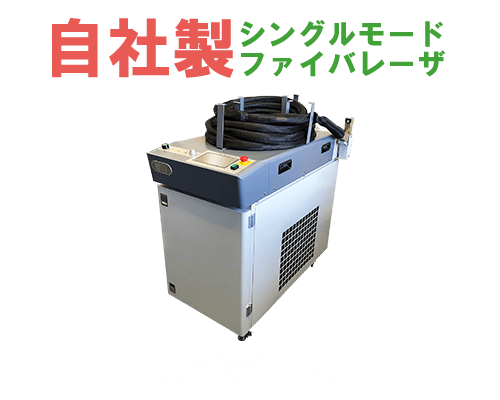
従来機種と比較し設置スペース約1/4
ファイバーレーザーは高い電気光学変換効率と長い耐用年数を備えており、低消費・高エネルギー・高品質のレーザーです。ファイバーレーザー溶接機はお客様のニーズに応じてさまざまな構成を自由に組み合わせて加工要件を満たすことができます。その優れたビーム品質と高いレーザー出力により、最高の溶接・加工結果と非常に高い生産効率を得ることができます。
完全空冷式ファイバーレーザー加工機
ファイバーレーザーハンドトーチ

素人でも高品質な溶接が可能
スイング機能で溶接幅の調整が可能。また新規に保護ガラスセンサー機能を搭載した事で、より安定した溶接品質を実現しました。TIG溶接と比較し熱影響を大幅に軽減、且つ高品質な高速シーム溶接が可能です。
ファイバーレーザー用ワブリングヘッド
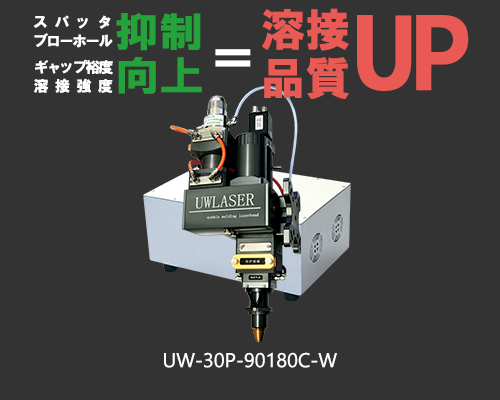
溶接品質向上!溶接プロセス最適化
加工形状や周波数を変化させる事で、溶接プロセスの最適化を図る事ができ、急熱によるクラック発生の改善や、ブローホールを低減する事が可能。ワブリング形状を大きくする事で、溶接強度の向上も図れます。
ランプ励起式パルスYAGレーザー加工機

低価格YAGレーザー加工機
エネルギーフィードバック機能を搭載。最初から最後まで高度な安定性を維持して、溶接・加工が可能です。また既にUWグループ全体で6,000台以上出荷した実績があり、コストパフォーマンス性に優れ、導入しやすいYAGレーザー加工機となっております。またハンドトーチでの使用も可能です。
4軸ステージ

レーザー加工をもっと手軽に
レーザー溶接機を簡単にご使用頂くために、4軸ステージ(EMA-063A)を揃えました。(X・Y・Z・回転軸)EMA-063は試作用途で実績が豊富なレーザー溶接ステージシステムです。レーザースタートやアシストガスのタイミングも制御可能で多彩なアプリケーションに対応できます。
その他製品
優れたコストパフォーマンスで高機能

錆・焼け・油汚れ等を効率的に除去
操作性を重視した、高機能ハンディーレーザクリーナーになります。ワイヤレスリモコンで設定変更が行えます。またヘッドの受領が620gなので、長時間作業も可能になります。キャリーバック仕様なので、持ち運びや移動に便利です。
レーザ溶接の特徴
レーザ溶接を行うメリット
- 溶接痕が小さい
- 他の工法と比較して局部加熱が可能であり短時間で接合可能。
- 溶接に必要な熱源が光である
- 電流、電圧、磁力等によるワークへのダメージの影響が少ない。
- 微細加工が可能
- 抵抗溶接やTIG溶接(アーク)では難しい微細加工が可能。
- 異種材料間の溶接が可能
- 融点の異なる異種材料の溶接が他工法と比較して比較的容易にできる。
- FA化が容易である
-
- 非接触加工が可能であり電極メンテ等が不要。
(抵抗溶接やTIG溶接には必要) - 大気中で使用可能である。
(電子ビームは真空等の環境が必要でありワークの制限が必要) - 分岐が可能であり、1台のレーザ溶接機で複数台の自動機に対応が可能である。
- 非接触加工が可能であり電極メンテ等が不要。
レーザ溶接を行うデメリット
- 溶接個所の密着精度や溶接面の管理が必要になる
- 抵抗溶接等の工法と異なり、加圧工程が無く集光径が小さい。
密着精度:一般的には板厚の1/10程度の隙間以内に収める事が必要であると考えます。
主な不具合:接合部の合金層(ナゲット)にブローフォール(ポロシティー)やクラック等の溶接欠陥が発生する原因になる。 - レーザ光に対する安全対策が必要
- 日本工業規格「レーザ製品の放射安全基準」JIS C 6802を推奨します。
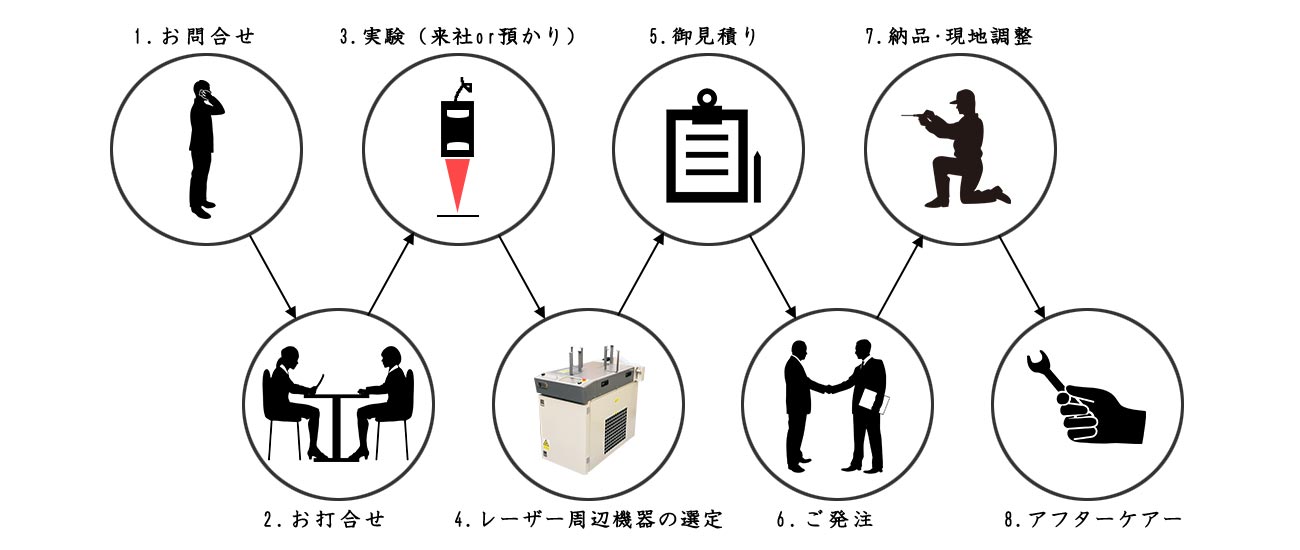
ご注文・納品までの流れ
サンプルを加工し最適な仕様を提案します。サンプル加工は無償で行っております。
「レーザでこんな加工はできるかな?」「他で断られてしまったけど…」と、言うお客様もお気軽にご相談下さい。
新着ニュース
- 2025/12/19
- 弊社は下記期間、冬季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2025年1月5日(月)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2025年12月27日(土)~2023年1月4日(日)
- 2025/10/22
- 弊社代表の千國(チクニ)が2025Photonix 光・レーザ技術展にて講演致します。
【講演日時】
2025年11月12日(水)15:45~17:15【講演内容】
・次世代EV電池を支える高信頼レーザ溶接技術 ― 青ハイブリッドによる高反射材加工と適用拡大
詳細はこちら【開催場所】
・幕張メッセ
交通アクセスはこちら
- 2025/8/25
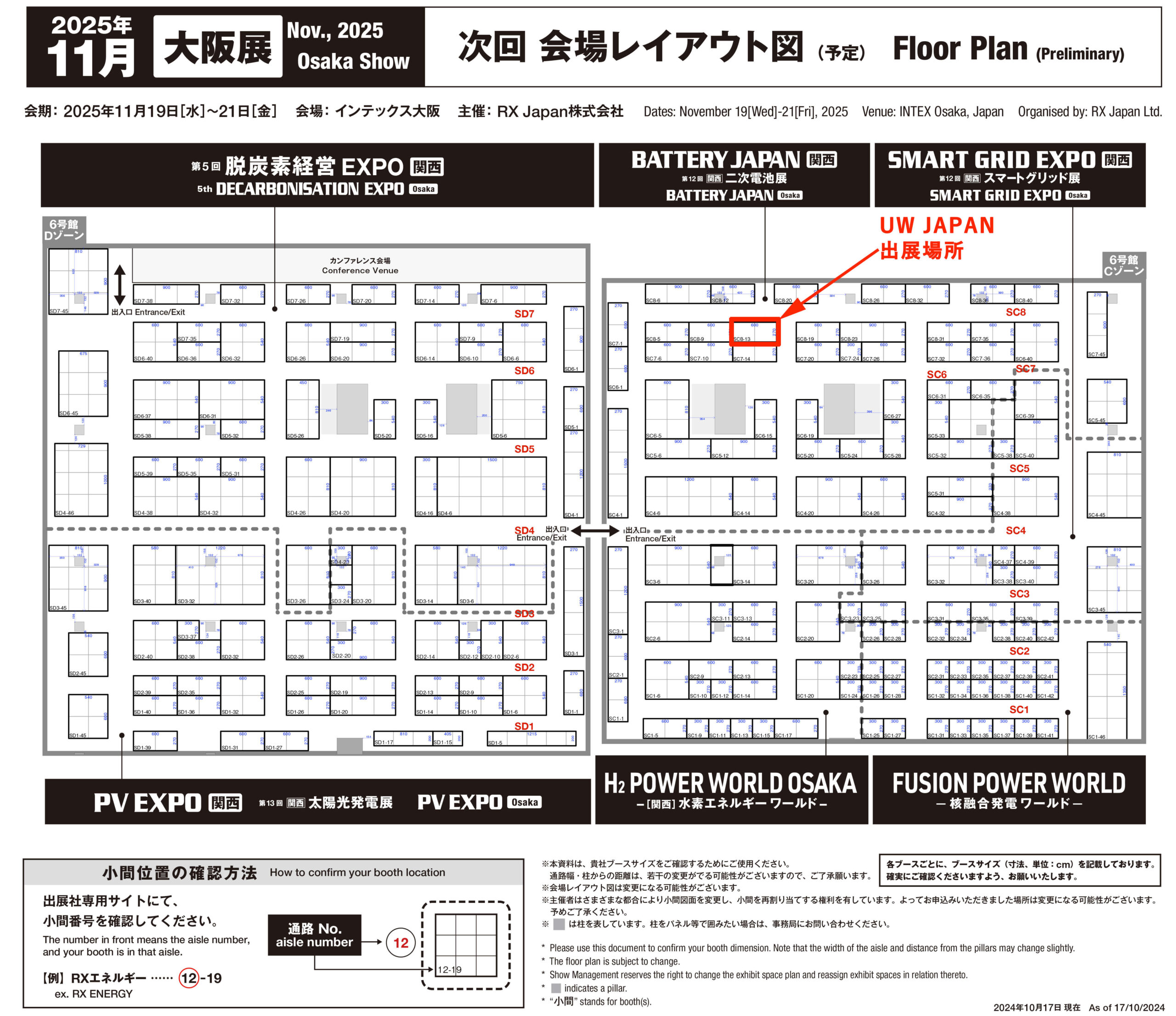
- 弊社は下記期間、BATTERY JAPAN 国際 二次電池展に出展致します。
【展示紹介】
1、UWレーザ表面処理(エッチング)装置
2,RWDリアルタイム溶込み深さ検出システム【開催場所】
インテックス大阪
交通アクセスはこちら
【展示会期間】
2025年11月19日(水)~2025年11月21日(金)
【小間番号】
SC8-13
会場レイアウト図はこちら
{kind=link}
- 2025/8/6
- 弊社は下記期間、夏季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2025年8月18日(月)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2025年8月9日(金)~2025年8月17日(日)
- 2023/8/1
- レーザーマーカシリーズの販売を開始しました。
■レーザーマーカシリーズ
- 2023/6/5
- この度、弊社事務所は下記住所に移転することとなりました。
これを機に従業員一同さらに社業に専心する所存でございます。
つきましては、今後とも一層のご支援ご指導を賜りますようお願い申し上げます。
【現住所】(令和5年6月末まで)
〒141-0031
東京都品川区西五反田7-22-17 TOCビル10階36号
TEL03-5719-3802 FAX03-5719-3803【新住所】(令和5年7月~)
〒135-0064
東京都江東区青海二丁目5番10号 テレコムセンタービル 西棟13階 区画1
TEL03-6457-2778 FAX03-6457-2779詳細は下記URL参照願います。
テレコムセンタービル|東京テレポートセンター(https://www.tokyo-teleport.co.jp/)
- 2023/4/28
- 弊社は下記期間、ゴールデンウィーク休業期間とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2023年5月8日(月)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2023年4月29日(土)~2023年5月7日(日)
- 2022/12/28
- 弊社は下記期間、冬季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2023年1月5日(木)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2023年12月29日(木)~2023年1月4日(水)
- 2021/8/4
- 弊社は下記期間、夏季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2021年8月15日(月)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2021年8月6日(土)~2021年8月14日(日)
- 2022/5/7
- 【2022国際ウエルディングショー】に出展いたします。
ぜひ弊社ブースへお立ち寄りください。
小間番号:E-724 - 開催期間:2022年7月13日(水)~2022年7月16日(土)10時~17時(最終日のみ16時閉場)
- 会場:東京ビッグサイト (東京国際展示場)〒135-0063 東京都江東区有明3-10-1
- 詳細URL:https://weldingshow.jp/2022/
- アクセスURL:https://weldingshow.jp/2022/contents/access
- 出展内容の詳細のつきましては、以下リンクよりご参照下さい
詳細内容はコチラ
- 2022/4/11
- 【ファイバーレーザーハンドトーチアプリケーション紹介】のページを追加しました。
- 2022/3/28
- 【ファイバーレーザーハンドトーチ保護ガラス交換手順】のページを追加しました。
- 2022/2/21
- 【金属の温度上昇によるレーザ吸収率について】のページを追加しました。
- 2021/12/14
- 弊社は下記期間、冬季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2022年1月5日(水)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2021年12月29日(水)~2022年1月4日(火)
- 2021/11/5
- ホームページをリニューアルしました。
- 2021/8/5
- 弊社は下記期間、夏季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2021年8月16日(月)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2021年8月7日(土)~2021年8月15日(日)
- 2021/4/1
- 完全空冷式ファイバーレーザー加工機のご紹介ページを追加しました。
■UW-S100
- 2021/3/5
- 【スイング方式ファイバーハンドレーザの優位性】のページを追加しました。
- 2020/12/26
- 弊社は下記期間、冬季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2020年1月6日(月)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2020年12月29日(火)~2021年1月5日(火)
- 2020/12/18
- レーザ加工学会にて【高品質な車載用電池を実現する先端レーザ技術】を発表させて頂きました。
講演資料はこちら
- 2020/11/6
- チラー一体型ファイバーレーザー加工機をリリースしました。
■UW-SxxCシリーズ
- 2020/8/7
- 弊社は下記期間、夏季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、8月17日(月)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
8月8日(土)~8月16日(日)
- 2020/6/26
- 2020年6月22日United Winners Laser Co.,Ltd. は、上海証券取引所5階のトレーディングフロアでA株科学技術ボードに上場しました。
銘柄名「联赢激光」、銘柄コード「688518」。
今回の7480万株の公募は、公募後同社の総株式資本の25%を占めており、同社の新株のすべてを公募します。
- 2020/6/10
- 【青色ハイブリッドレーザーによる銅端子のヘアピン溶接】のページを追加しました。
- 2020/6/9
- 【レーザー光の拡がりと加工性能について】のページを追加しました。
- 2020/5/15
- 【kW級CWレーザの簡易パワー測定方法とは】のページを追加しました。
- 2020/5/14
- 産報出版 溶接ニュースに弊社記事を掲載していただきました。
【ニーズ高まるハイブリッドレーザ】
- 2020/5/13
- 弊社新型コロナウイルス緊急事態宣言による営業・対応について
- 新型コロナウイルス緊急事態宣言による営業・対応について
- 2020/4/30
- 弊社は下記期間、休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2020年5月7日(木)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2020年5月2日(土)~2020年5月6日(水)
- 2020/4/23
- UVレーザ加工機【UVW-08】製造販売休止のお知らせ
- 2020/3/25
- 【バスバーへのレーザ溶接について】のページを追加しました。
- 2020/3/24
- 自社製ワブリングヘッドをリリースしました。
■UW-30P-90180C-W-4K
- 2020/1/28
- 2020年2月1日より、UWJAPAN株式会社は、TIG溶接加工企業であるノースヒルズ溶接工業株式会社とレーザ溶接市場とTIG溶接市場との融合を図るべく、業務提携及びパートナー企業として協業致します。詳細はこちらをクリック
- 2019/12/17
- 弊社は下記期間、冬季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、2020年1月6日(月)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
2019年12月28日(土)~2020年1月5日(日)
- 2019/12/17
- ファイバレーザハンドトーチをリリースしました。
【スイング機能搭載!ファイバレーザハンドトーチ】のページを追加しました。
- 2019/11/28
- 廉価版シングルモードファイバレーザをリリースしました。
■UW-S500-GU(500W)
■UW-S1500-RU(1500W)
- 2019/11/18
- 【第12回レーザー加工技術展(Photonix内)】に出展いたします。
ぜひ弊社ブースへお立ち寄りください。
出店ブース番号:2-49 - 開催期間:2019年12月4日(水)~6日(金)10時~18時(最終日のみ17時閉場)
- 会場:幕張メッセ 1ホール(〒261-8550 千葉市美浜区中瀬2-1)
- 詳細URL:https://www.photonix-expo.jp/ja-jp.html
- アクセスURL:https://www.photonix-expo.jp/ja-jp.html
- 2019/8/20
- 【UVレーザ加工機アプリケーション紹介】のページを追加しました。
- 2019/8/2
- 弊社は下記期間、夏季休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、8月19日(月)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
8月10日(土)~8月18日(日)
- 2019/7/16
- 【2019年度レーザ市場動向まとめ】のページを追加しました。
- 2019/7/10
- 新製品【UVレーザ加工機 UVW-08】をリリースしました。
- 2019/5/21
- 溶接お役立ち情報の【UVレーザの優位性と特徴】のページを追加しました。
- 2019/4/22
- 弊社はゴールデンウィークの下記期間、休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、5月7日(火曜日)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
4月27日(土)~5月6日(月)
- 2018/12/27
- 溶接お役立ち情報の【DOE(回折光学素子)を利用するメリット】のページを追加しました。
- 2018/12/26
- レーザ装置の微細な出力コントロールが可能【レーザコントローラ NCL-150】のページを追加しました。
- 2018/12/26
- 弊社は年末年始の下記期間、休業とさせていただきます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、1月7日(月曜日)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【休業期間】
12月28日(金)~1月6日(日)
- 2018/9/5
- 溶接お役立ち情報の【YAGレーザ溶接機の導入時に必要な用意】のページを追加しました。
- 2018/9/3
- 溶接お役立ち情報の【レーザ機器を取扱う際の注意点。光ファイバの損傷】のページを追加しました。
- 2018/8/10
- 弊社は下記期間、夏季休業とさせて頂きます。
恐れ入りますが、休業中にいただきましたお問い合わせにつきましては、8月20日(月曜日)より順次対応させて頂きます。ご了承いただきますようお願い致します。
【夏季休業日】
8月11日(土)~8月19日(日)
- 2018/7/25
- 溶接お役立ち情報の【ワブリング加工の特徴】のページを追加しました。
- 2018/6/1
- 溶接お役立ち情報の【高反射材料に対する出力特性と対策】のページを追加しました。
- 2018/5/29
- 溶接お役立ち情報の【ラマン散乱光とは】のページを追加しました。
- 2018/5/24
- 溶接お役立ち情報の【レーザ溶接時のスパッター対策】のページを追加しました。
- 2018/5/21
- 溶接お役立ち情報の【YAGレーザの熱レンズ効果について】のページを追加しました。
- 2018/5/21
- 溶接お役立ち情報の【ランプ励起式YAGレーザ溶接機のエネルギフィードバック機能について】のページを追加しました。
- 2018/5/16
- 【アクセスマップ】のページを追加しました。
- 2018/5/14
- 溶接お役立ち情報の【パルスとCW方式による溶接の違い】のページを追加しました。
- 2018/5/7
- 溶接お役立ち情報の【波形制御機能の必要性】のページを追加しました。
- 2018/5/1
- 溶接お役立ち情報の【レーザ溶接機の機種選定方法】のページを追加しました。
- 2018/4/24
- 溶接お役立ち情報の【ファイバレーザの反射光抑制技術とは】のページを追加しました。
- 2018/4/24
- 溶接お役立ち情報の【ファイバレーザの特徴について】のページを追加しました。
- 2018/4/18
- 溶接お役立ち情報の【レーザ溶接、レーザ切断時のアシストガス(シールドガス)の重要性】のページを追加しました。
- 2018/4/9
- 溶接お役立ち情報の【YAGレーザ、ファイバレーザの対象材料について】のページを追加しました。
- 2018/4/5
- 溶接お役立ち情報の【YAGレーザの特徴、その他溶接工法との比較について】のページを追加しました。
- 2018/4/3
- 該非判定書の発行についてのページを追加しました。
- 2018/4/2
- レーザの安全についてのページを追加しました。
- 2018/3/29
- UW JAPAN株式会社のメインホームページを公開しました。